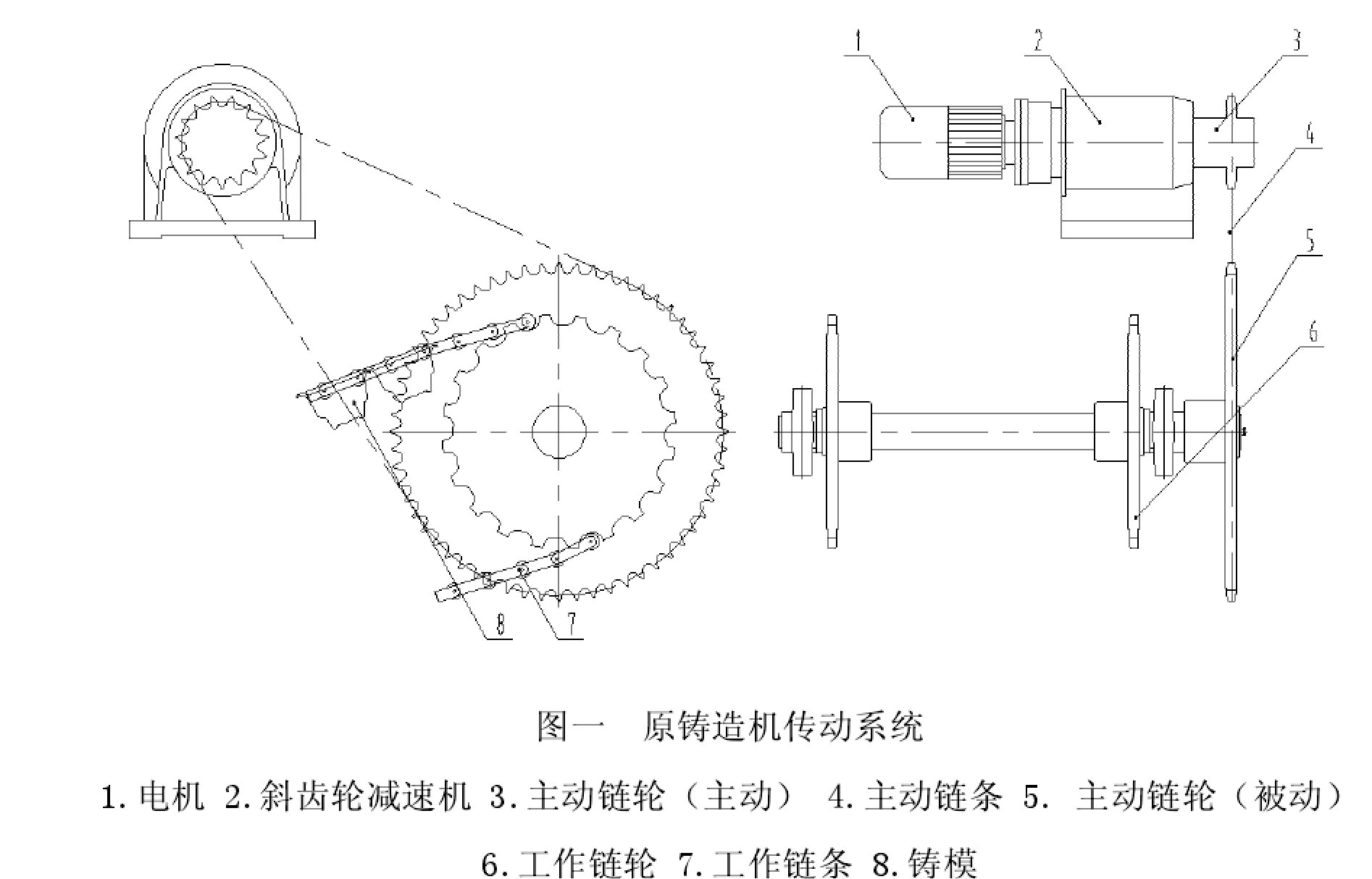
 在在传动系统中,通常由齿轮减速机,电机,传送带等构成一个传动系统,而这些主要部件将对整个系统的性能产生决定性的影响。产品是否能达到预期的产率及质量要求将受到这些主要部件的影响。而在系统的组建,改造,维护及生产的过程中,对其主要的组成及特点作一定的分析对工作的进行是有很大帮助的。 一:铸造机传动系统的主要组成 此公司现有铝锭机铸造机组,主要型号一般是 16t/h 产能的铸造机组,铸造单锭重量为 20kg。原铸造机的传动系统分为三级传动(见图一):一级传动为电机带动斜齿轮减速机减速;二级传动为斜齿轮减速机带动主动链轮再次减速,三级传动为主传动链轮带动工作链轮转动,工作链轮带动铸造机链条行走。 二:铸造机传动系统的特点: 这种传动形式带来的问题就是存在两级链传动,造成的链条的多边效应被增加,在输送链爬行的情况下,“水波纹”的现象会更加严重;其次,此种传动形式的效率相对低下;在主动轮链轮转动时,由于链传动的固有特性,链轮与链条间的间隙过大,还会给机架带来一定程度的振动。而这三点,在铝锭机传动系统中,都是应该尽量避免的。铝锭机传动系统中,链传动的多边形效应被认为是形成水波纹的原因之一。由于多边形效应,链条的线速度与从边轮的角速度呈现周期性的变化,从而使链条与链轮产生冲击、振动和噪声。不但使传动速度下降,磨损严重,还对链条具有破坏作用,使链传动在有运动平衡性要求和转速较高的场合的使用受到了限制。工作链轮虽作等角速度回转,而链条前进的瞬时速度却周期性的由小变大,又由大变小,每转过一个链节,链速的变化就重复一次。链条的多边形效应造成链条的振动,带动铸模振动,使液态铝晃动,由于靠近铸模内壁温度相对较低,此位置的液态铝先凝固成型,未凝固的铝水振波的波峰每到接近已经凝固的铝时就凝固成型,而使铝锭以中部为分界出现较深的沟槽。而链传动的特性还决定了,链速越高,链传动的不稳定性会增加,从而也限制了此种类型的传动方式在高产能铝锭机上的应用。从我厂现在有铝锭机传动系统结构来看,最直接的解决办法是降低链条传动的级数,减少输送链条的多边形效应,来提高浇铸铝锭的表面质量。 三:一级传动,二级传动,三级传动的区别: 在实际的运用中,复杂的传动系统通常会由多级传动构成。一级传动即只有一对齿轮组。这比较抽象。最形象的如:  看上去只有一个箱体,通常为一级传动。 看上去只有一个箱体,通常为一级传动。面是:  看上去有两个箱体,通常为二级传动。此为:蜗轮减速机UCF 50 ~ 135 看上去有两个箱体,通常为二级传动。此为:蜗轮减速机UCF 50 ~ 135 |





