|
减速机通常被细分为几个不同的部分进行加工,如轴类零件,齿轮类零件,箱体零件,及其它的小型辅助件,为保证每个零件的生产精度,通常需要对整个减速机生产流程进行标准化,细分化,无论是蜗轮减速机还是齿轮减速机,都会涉及到箱体的加工,如同齿轮加工一样,每一个部件都有其加工的特殊要求,箱体件要求各部位零件尺寸绝对的精准,齿轮类零件要求齿轮硬度,精度必需达到要求。 减速机箱体是减速机中的基础零件,它把有关零件联结成一个整体,使这些零件保持正确的相对位置,彼此能协调地工作。因此,箱体零件的制造精度将直接影响机器或部件的装配质量,进而影响机器的使用性能和寿命,随着现代制造技术与信息技术的发展,探索更高效低成本的减速机箱体加工工艺成为各减速机企业热衷的项目,必将带给企业良好的经济效益。 减速机箱盖零件图: 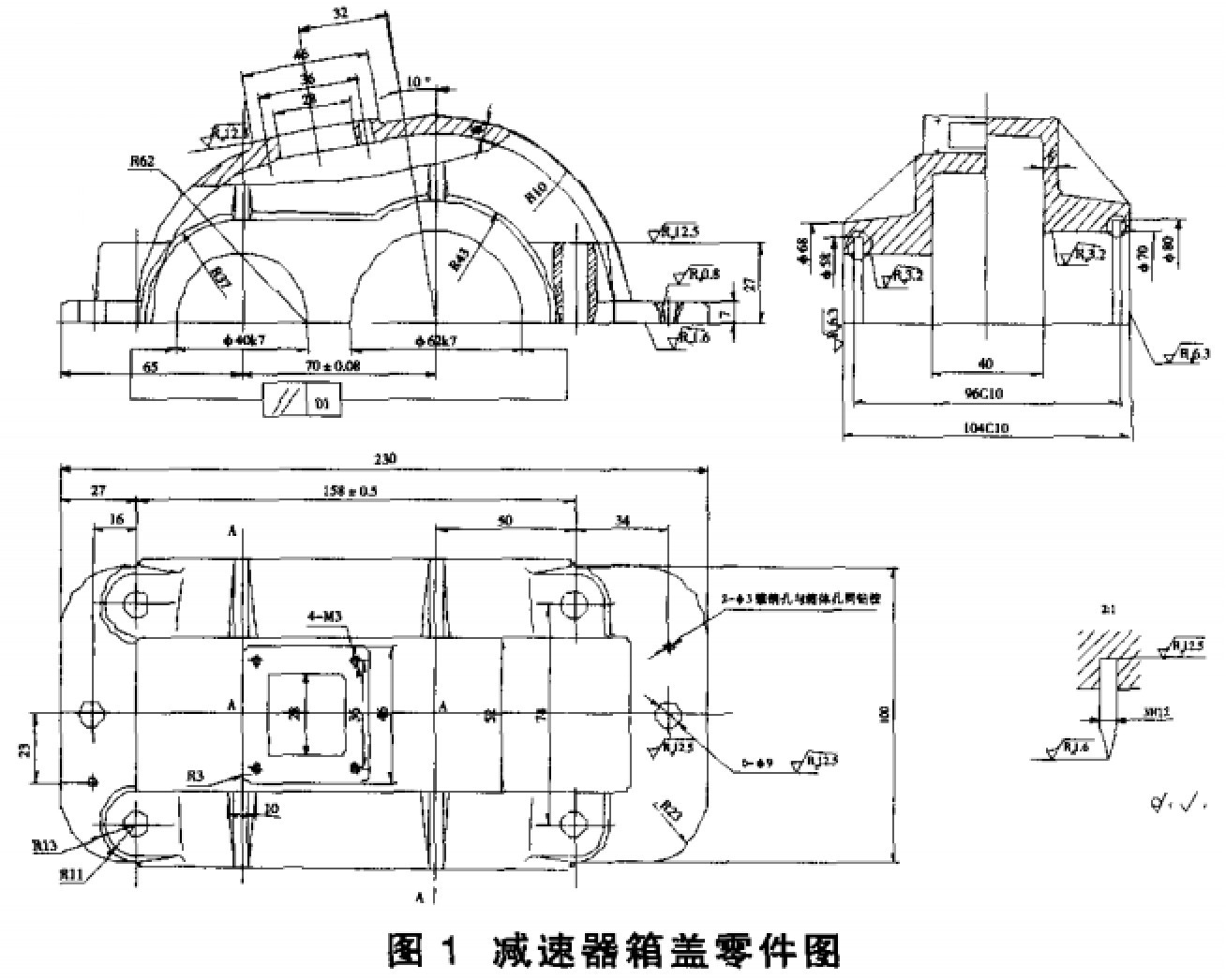 减速机底座零件图: 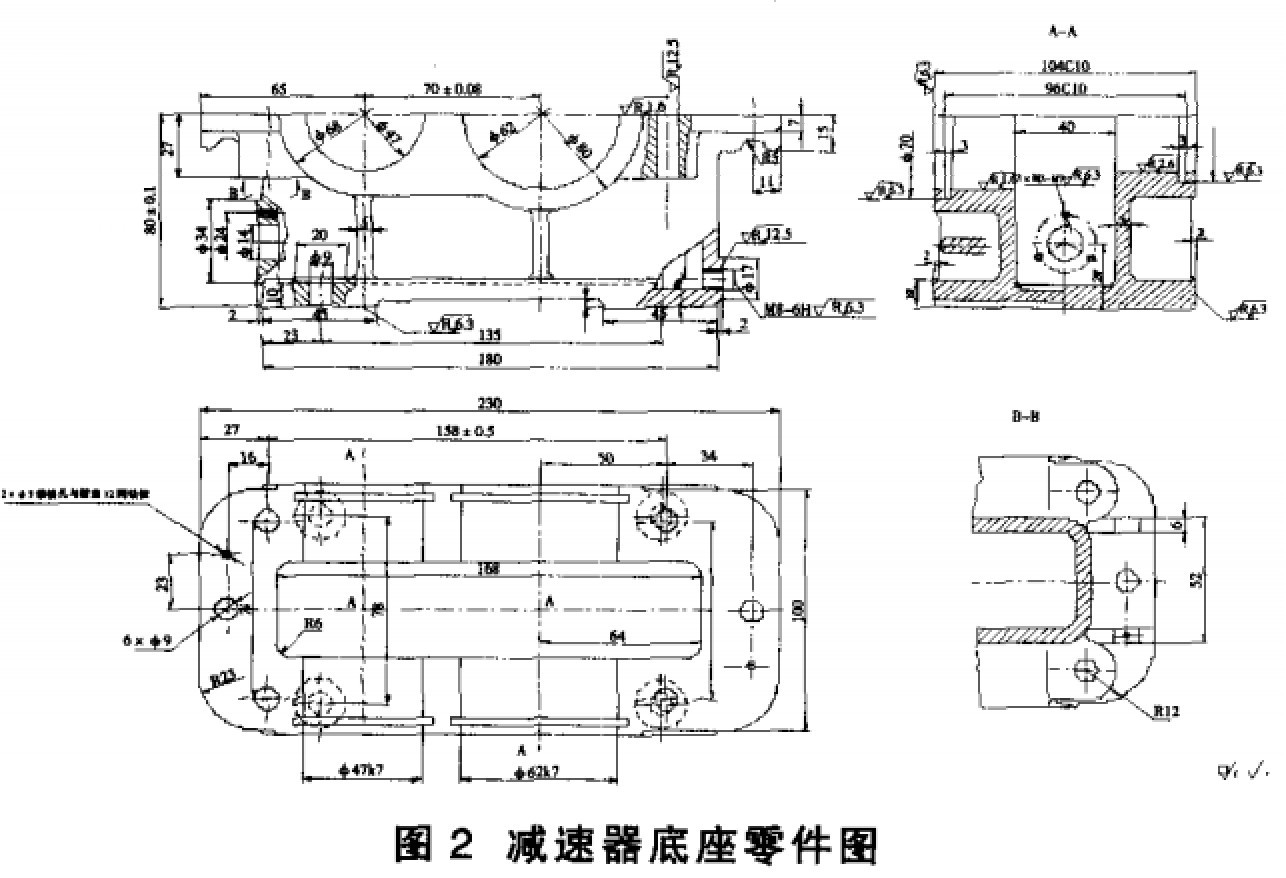 图1、2所示分别为减速机箱盖、底座的零件图,分析可知主要的技术要求有以下几点: (l)孔ø47K7与孔ø62K7轴心线的平行度公差值为0 .1 mm; (2)孔小47K7与孔中62K7轴心线的尺寸公差值为70土0 .08mm; (3)分割面(箱盖、箱体的结合面)的平面度公差为0 .03mm; 由此进行减速机零件加工与装配工艺分析,关键有以下几点: (l)减速机箱盖、箱体主要加工部分是分割面、轴承孔、通孔和螺孔,其中轴承孔要在箱盖、箱体合箱后再进行锤孔加工,以确保两轴承孔中心线与分割面的位置,以及两孔中心线的平行度和中心距。 (2)减速机整个箱体壁薄,容易变形,在加工前要进行人工时效处理,以消除铸件内应力,加工时要注意夹紧位置和夹紧力的大小,防止零件变形。 (3)如果磨削加工分割面达不到平面度要求时,可采用箱盖与箱体对研的方法。最终安装使用时,一般加密封胶密封。 (4)减速机箱盖和箱体不具有互换性,每装配一套必须钻铰定位销,做标记和编号。 (5)两孔平行度的精度主要由设备精度来保证。工件一次装夹,主轴不移动,靠移动工作台来保证两孔中心距。 (6)两孔平行度检查,可用三根心轴分别装人两个轴承孔中,测量两根心轴两端的距离差,即可得出平行度误差。 (7)两孔轴心线的位置度也通过两根心轴进行测量。 (8)箱盖、箱体的平面度检查,可将工件放在平台上,用百分表测量。 (9)一般孔的位置,靠钻模和划线来保证。 2减速机的加工工艺 根据减速机箱盖、底座零件及装配要求,结合自身企业条件,制定了箱盖、底座零件加工与装配工艺如表1、2、3所示。 3结束语 减速机多种多样,结构复杂,各企业具备的硬件条件各有不同,设计的工艺方法千变万化。本文通过总结实践生产经验,主要从保证减速机的分割面与各类孔的形状、大小,特别是位置精度等关键技术问题进行了深人研究保证了减速机的制造质量,并取得了良好的经济效益,对减速机生产项目的开发具有一定的参考和借鉴价值。 一:减速机箱体生产工艺之:减速机箱盖机加工工艺 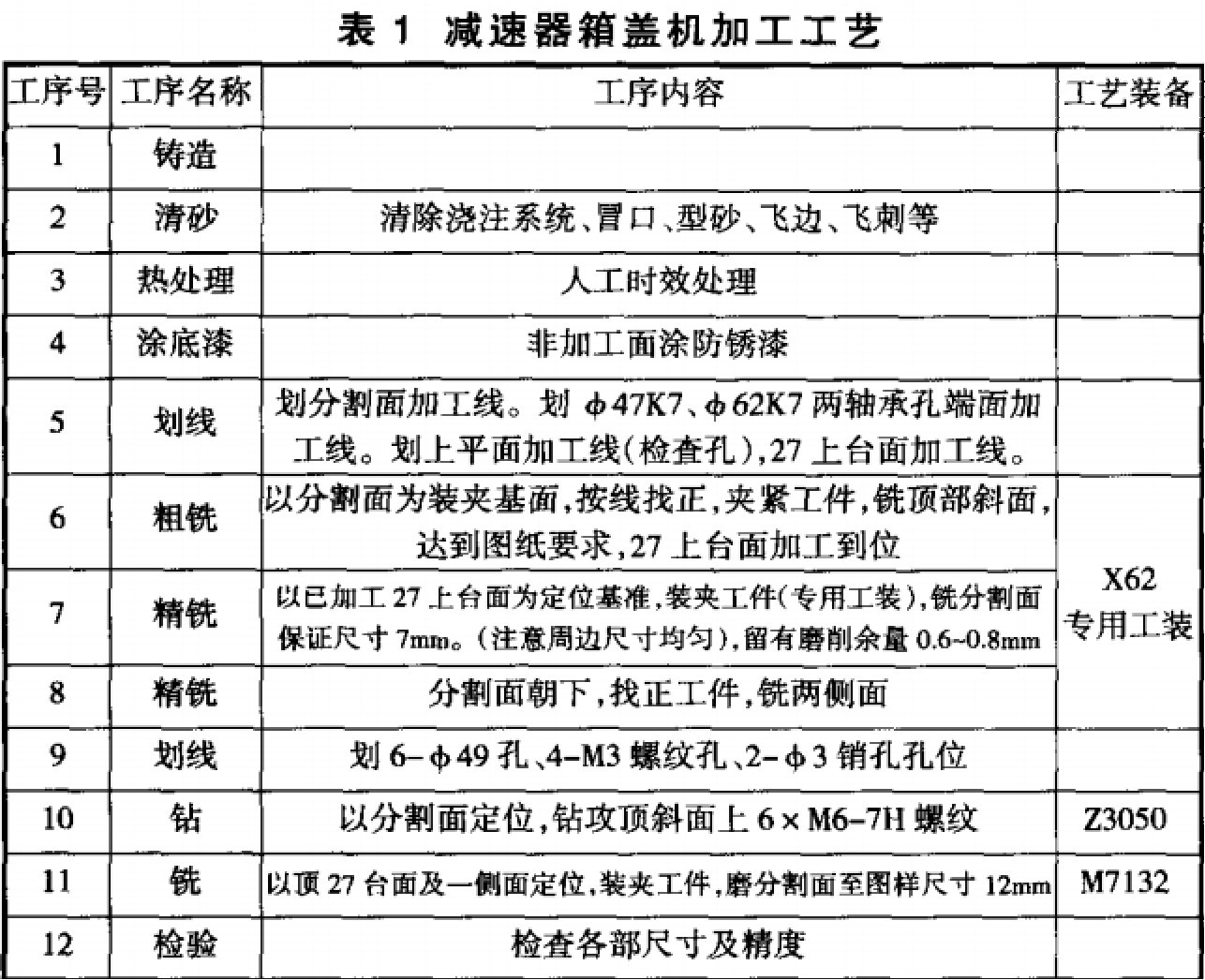 二:减速机箱体生产工艺之:减速机底座机加工工艺: 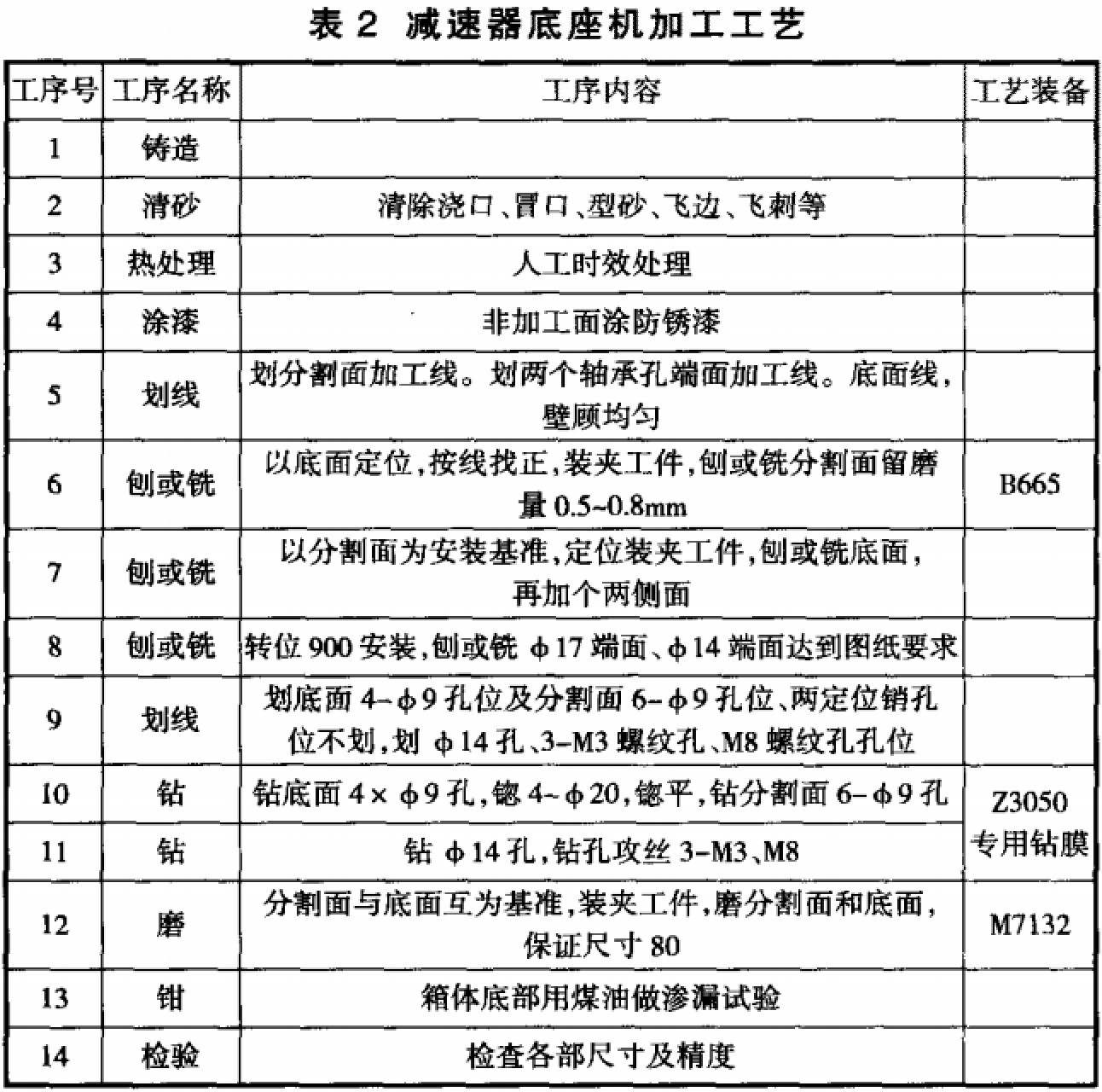 三:减速机箱体生产工艺之:减速机箱体装配工艺: 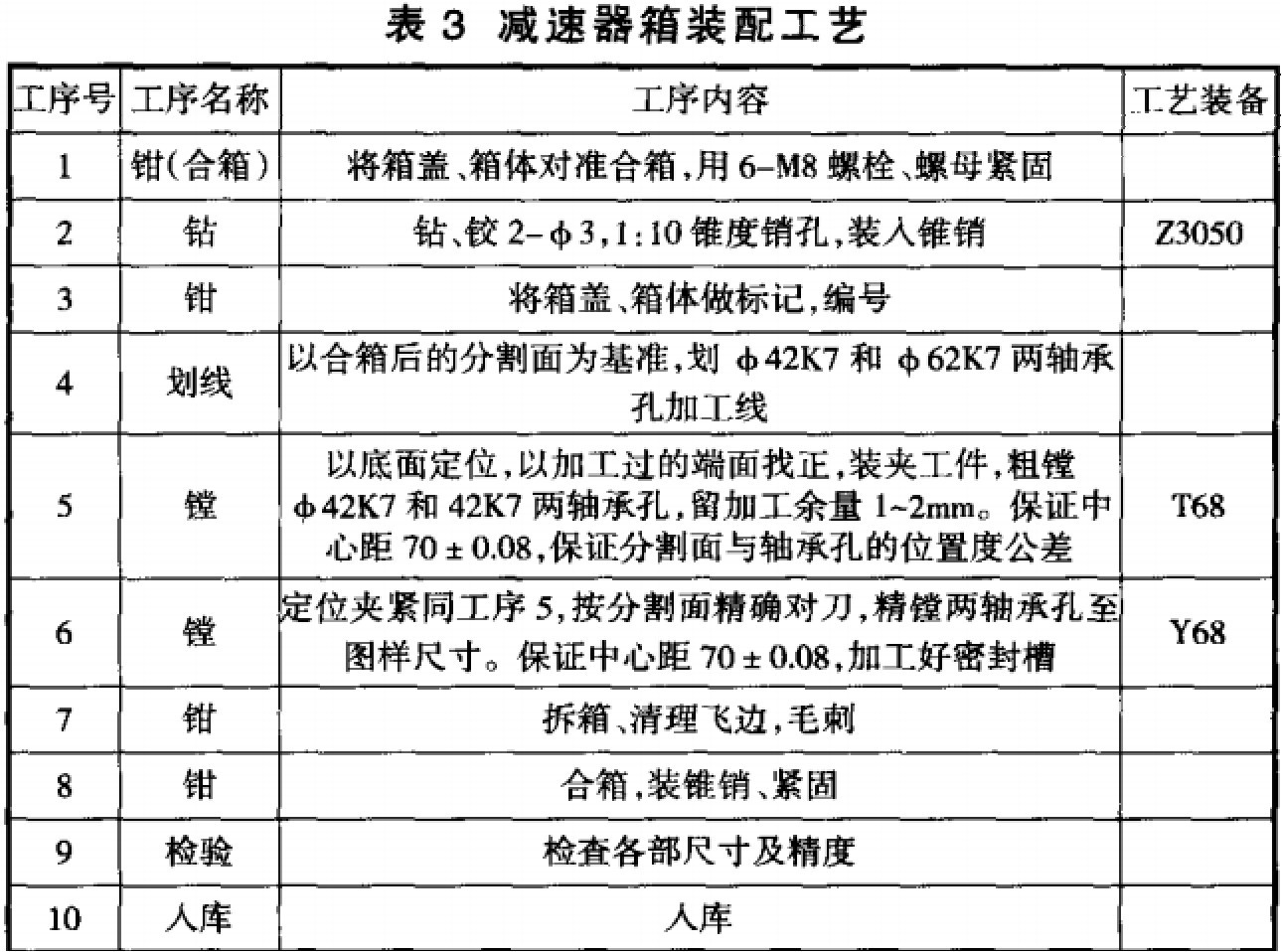
|






