|
成大齿轮减速机齿轮标准型均采用标准化批量生产之模式,材料从生产到储存,到运输,均建立了完整的体系,而在市场上的很多消费者对齿轮减速机中的齿轮并不是很了解,成大减速机里,蜗轮减速机采用齿轮加蜗轮结构,普通齿轮减速机通常为斜齿轮结构,即斜齿轮减速机,其它产品如:丝杆升降机等,也会用到齿轮,可以说齿轮在成大产品中的重复使用度很高。而齿轮知识里有许多特殊用语.在这里特介绍几个比较重要的术语. 齿轮减速机齿轮特殊用语一:齿形修整 齿形修整是修缘和修根的总称. 一般地说,修缘的方法使用比较普遍. 修缘是指将齿顶的齿形切削成比正确的渐开曲线略呈凸形. 由此,当齿轮齿面受外力产生变形时,可以避免对与之啮合的齿轮产生干涉,并且可以降低噪音,延长齿轮寿命. 但是,要注意不能修整过量.过量修整等丁增加了齿形误差,将对啮合产生不良影响. 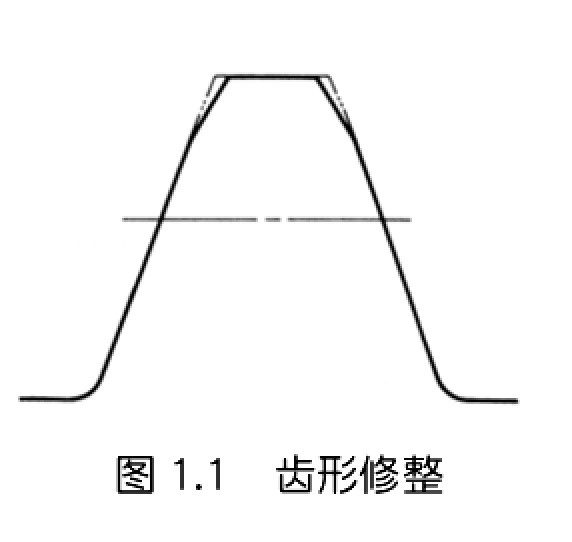 齿轮减速机齿轮特殊用语二:鼓形加工和齿形修薄 鼓形加工和齿形修薄都是沿齿线方向的修整.特别是鼓形加工,是以使齿接触集中到齿宽的中央部为目的的加工,所以,沿齿线方向加工适当的鼓形.此时,应注意不能加工过共.过量的鼓形加工会引起齿接触面积的减小,对齿轮强度产生不良影响.齿形修薄是将齿宽的两端部加以适当的倒角加工的方法. 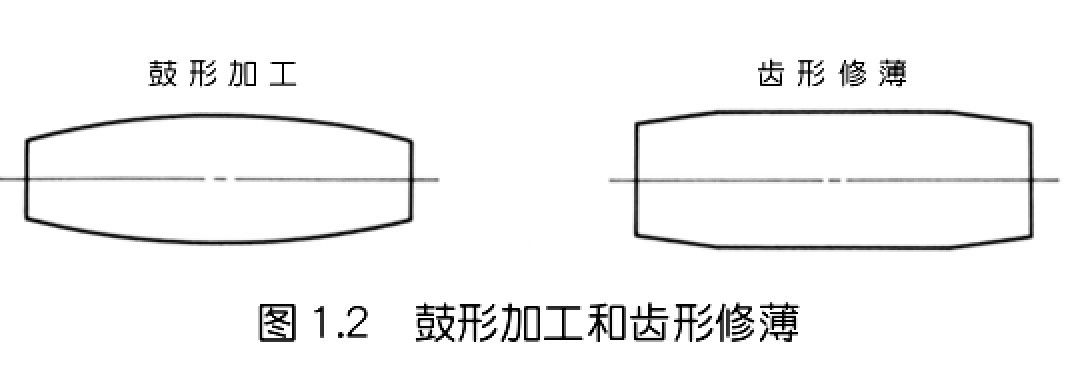 齿轮减速机齿轮特殊用语三:外径加工及齿顶倒角加工 使用滚齿展成法加工齿轮的方法,本站其它文章:渐开线齿轮的展成中加以说明.滚齿加工的同时,齿轮的外径加工及齿顶倒角加工亦可同时进行. 图1.3示意了齿顶倒角刀具的刀刃形状及由此刀具切削加工的齿轮齿形.通过齿顶倒角加工、对防止发生在齿顶的撞痕及毛刺等起了很好的作用. 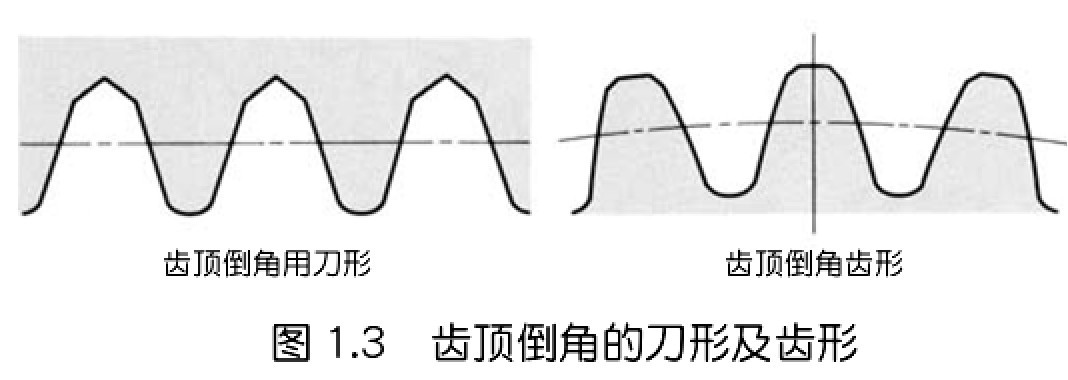 因为实行了齿顶倒角,啮合时有效的齿顶高减少,啮合率也降低,所以,通常不希望过量的倒角.图1.4示意了标准的齿顶倒角的大小及形状.外径加工及齿顶倒角有时并用,有时单独采取其中的一种. 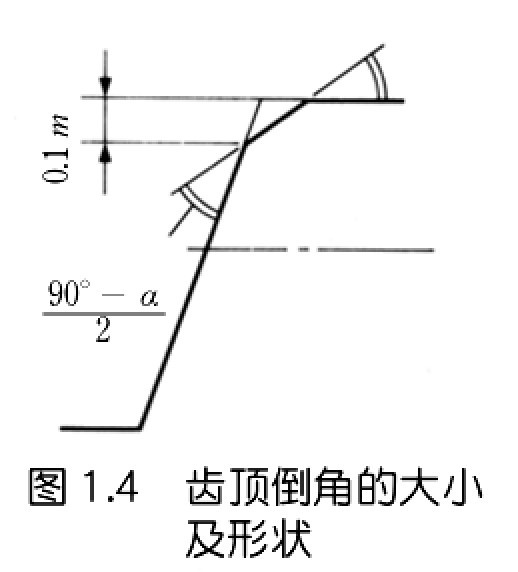
|






